
冷却塔管道焊接施工有那些方法及内容
冷却塔为比较常见的一种散热方式,在中央空调系统中比较常见。主要用于中央空调水冷机组散热、中央空调系统中冷却塔使用开式冷却塔较多,开式冷却塔主要由风机、塔体、集水盘、填料、管道等组成。

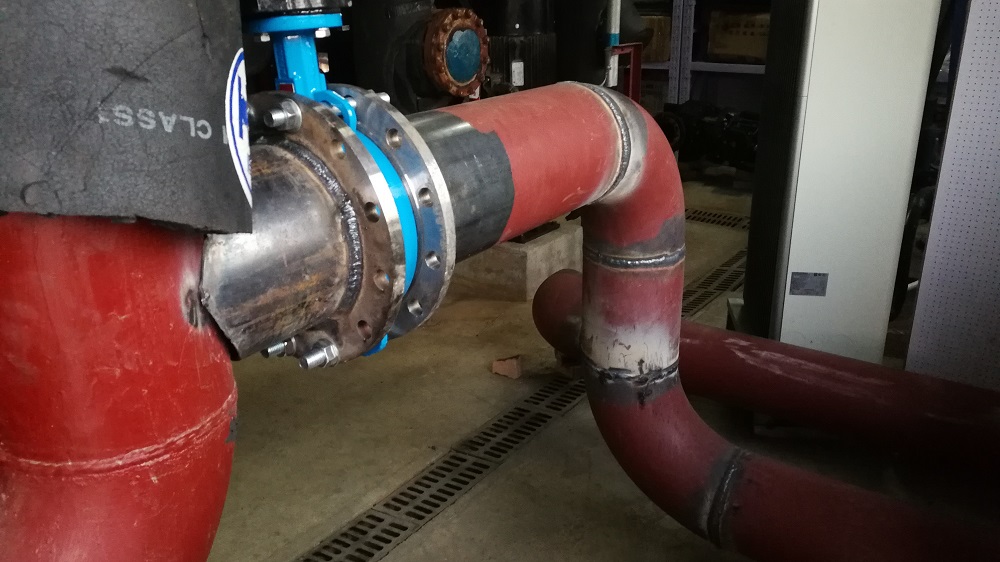
冷却塔施工主要有冷却塔就位施工、冷却塔基管道阀门连接施工、循环水泵施工、水处理施工、电源施工、控制施工、保温施工等。
施焊现场,要有防雨、防风、防寒措施,管子焊接时一端必须堵死,以防穿堂风引起焊接缺陷。
今天我们就来说一下冷却塔管道焊接施工的方法及内容
对接管道坡口型式及间隙
|
坡口角度(度) |
间隙(mm) |
钝边(mm) |
点焊长度(mm) |
|
60°+2 |
1.5—4 |
1—2 |
10—25 |
管道焊接

焊接工艺参数
|
管径(mm) |
焊剂层次 |
焊条直径 |
焊接电流(A) |
焊条角度 |
|
φ38—φ57 |
1 |
2.5 |
70—80 |
应随焊接空间位置不断变化 |
|
2 |
2.5 |
65—75 |
||
|
φ159-273 |
1 |
3.2 |
900—100 |
|
|
2 |
3.2 |
100—125 |
||
|
φ325-630 |
1 |
4.2 |
100-110 |
|
|
2 |
4.2 |
110-140 |
管径大于219mm,管壁大于6mm时,每层焊缝的厚度应是焊条直径的0.8—1.2倍,每层厚度不宜大于4mm。
管子对口的中心线偏差的允许限度:管子直径小于100mm时,管子对口的中心线偏差不得大于1mm;管子直径大于100mm时,管子对口的中心线偏差不得大于2mm。
管道对接时错口不大于1mm,错口总长度不超过周长的1/10,并保证同心度。点固焊点的数量要根据管径大小考虑,焊点不应过大,也不宜过厚,点焊点应和坡口圆滑过渡,不应出现尖角沟槽,以免影响焊接质量,整个焊口完成后,焊道应平整圆滑,焊缝的加强高度及焊缝加强宽度应保持一致,并符合设计图纸要求。
焊缝加强面高度和宽度
|
壁厚σ(mm) |
3~4 |
5~6 |
7~10 |
|
|
V型坡口 |
焊缝加强高h(mm) |
1+1 |
2+1 |
|
|
焊缝宽度b(mm) |
盖过每边坡口约1~2mm |
|||
法兰双面焊接要求:法兰与管道焊接时,应将法兰内外焊接,法兰内侧的焊接不得凸出法兰密封面。
本文为冷却塔工程技术部整理编辑的全部内容,仅供冷却塔技术参考交流,不作为任何依据,实际工作以现场工作需求为标准,冷却塔技术问题请咨询技术员。
作者:冷却塔技术员
冷却塔联系电话:010-56281319 13811313272
冷却塔微信:bjhvac
冷却塔文章地址:https://www.bjhvac.cn/productinfo/1160286.html
冷却塔公司微信公众号:bjhvac56281319
冷却塔抖音号:bjhvac
冷却塔快手号:1155774581
冷却塔小红书号:9436999120
冷却塔公司网址:https://www.bjhvac.cn/
冷却塔邮箱:157221666@qq.com
冷却塔图文转载请告知


